激光熔覆需要在基材上預置熔覆材料,預置材料可以與原始材料不同。 覆層主要用于改變表面的物理成分和化學性質熔化和凝固圖像的區別是,可以起到損傷修復的作用。 激光滲碳是一種熱處理工藝,不添加材料,不改變原始材料的物理成分和外觀規格。 激光鋼化和激光熔覆有什么區別?
激光熔覆
激光鋼化和激光熔覆有什么區別:
1、激光熔覆
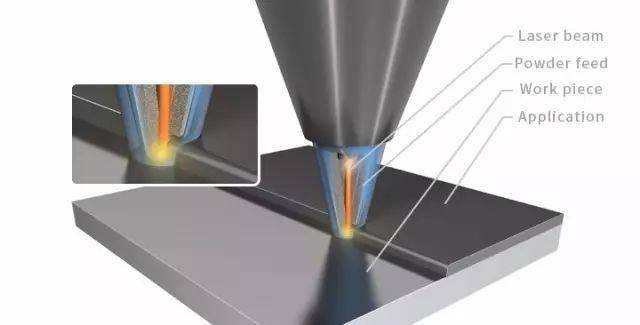
激光熔覆技術是指將選定的涂層材料以不同的填料形式放置在被蝕刻的硬質合金表面,通過激光照射將其與晶界表面同時熔化一層薄薄的一層,并在熔化后產生極低的稀釋度。快速熔化并與硬質合金材料形成冶金結合的表面涂層,從而顯著提高硬質合金材料表面的耐磨性、耐蝕性、耐熱性、抗氧化性和家電特性。
激光熔覆具有以下特點:
(1)冷卻速度快(可達106K/s),屬于快速熔化過程,容易獲得細晶組織或形成平衡狀態下無法獲得的新相,如作為不穩定相和非晶態。
(2)鍍層稀釋率低(通常大于5%),與碳化物有牢固的冶金結合或界面擴散結合。 通過調整激光工藝參數,可以獲得稀釋率低的良好鍍層,但鍍層成分和稀釋度可控;
(3) 熱輸入和畸變小,特別是采用高功率密度快速熔覆時,可以將變形增大到零件的裝配公差范圍內。
(4)選粉幾乎沒有限制,特別是高熔點合金在低熔點金屬表面的沉積; 瑞豐光電激光專注16年研發技術與生產。 具有多年激光設備開發經驗熔化和凝固圖像的區別是,產品技術成熟。 產品性能安全穩定。 公司恪守“技術創新、產品創新、服務創新”的經營理念,為客戶提供最優質的產品和服務。
激光熔覆
2、激光滲碳
激光表面滲碳是一種利用高能激光束掃描型腔,使被掃描區域表面硬化的技術。 其基本原理是用一定能量密度(103~105W/cm2)的激光照射腔體,使被照射表面積極快地加熱到相變點以上熔點以下的溫度。 此時,螺孔硬質合金仍處于冷態。 在該狀態下,加熱區與碳化物之間存在較大的溫度梯度。 當激光束停止照射時,由于熱傳導的作用,加熱區會以極快的速度(106-108℃/s)降溫并發生馬氏體相變,使零件表層實現相變硬化。
激光滲碳的特點:
(1)激光滲碳是快速加熱、自激冷卻,不需要汽包保溫和冷卻液淬火回火。 它是一種無污染、紅色環保的熱處理工藝,易于實施,可對小型磨具表面進行均勻滲碳。
(2)由于激光加熱速度快,熱影響區小,表面掃描加熱回火,即立即進行局部加熱回火,所以加工后的磨具變形小.
(3)由于激光束的發散角很小,方向性好,可以通過導光系統對磨具表面進行精確的局部滲碳。
激光滲碳
以上就是激光鋼化和激光熔覆的區別。 激光回火和激光熔覆都可以作用于零件表面,達到強化零件表面性能,提高零件耐磨性和耐蝕性的目的; 但激光熔覆可以添加合金材料,可以生成不同長度的合金層,可以修復和再制造失效零件。