品牌機(jī)型:三量螺旋測(cè)微器
系統(tǒng):JDE01
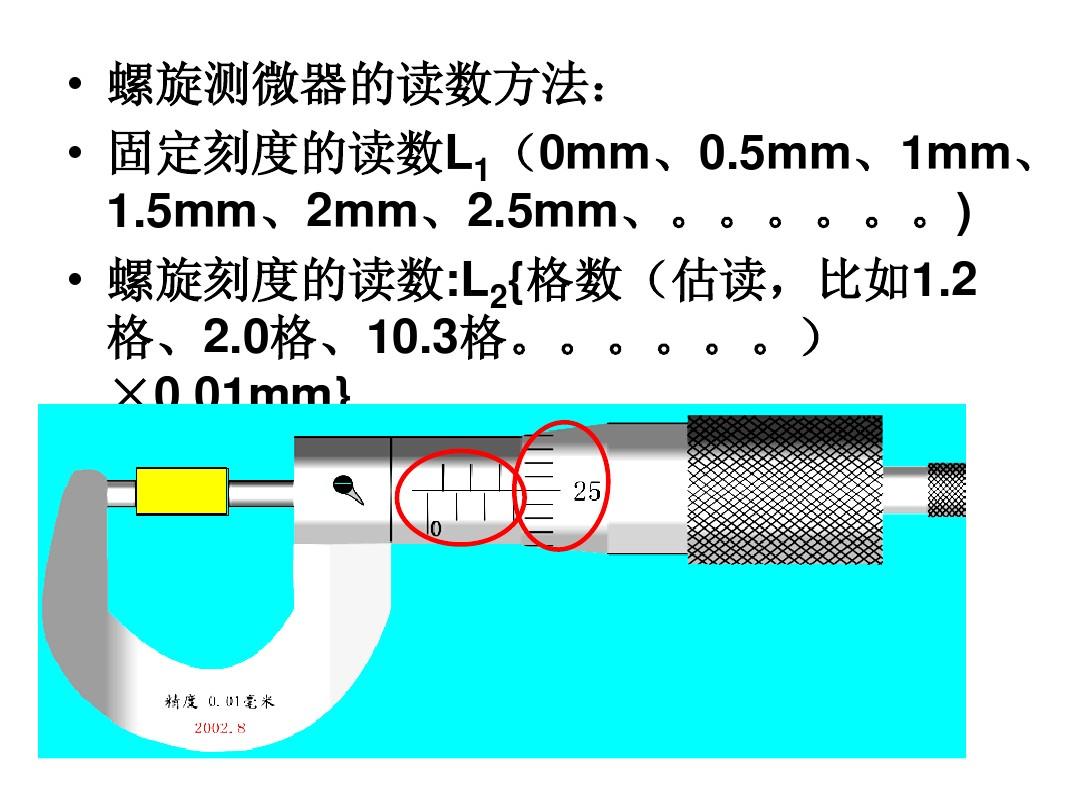
螺旋測(cè)微器估讀到最后一位。螺桿轉(zhuǎn)動(dòng)的整圈數(shù)由固定套管上間隔0.5mm的刻線去檢測(cè),不足一圈的部份由活動(dòng)套管周邊的刻線去檢測(cè)螺旋測(cè)微器讀法圖解,最終檢測(cè)結(jié)果須要估讀一位小數(shù)。先讀固定刻度;再讀半刻度,若半刻度線已漏出,記作0.5mm;若半刻度線未漏出,記作0.0mm;再讀可動(dòng)刻度(注意估讀)。記作n×0.01mm;最終讀數(shù)結(jié)果為固定刻度+半刻度+可動(dòng)刻度+估讀。
螺旋測(cè)微器是根據(jù)螺旋放大的原理制成的,即螺桿在螺栓中旋轉(zhuǎn)一周,螺桿便順著旋轉(zhuǎn)軸線方往前進(jìn)或退后一個(gè)斜度的距離。為此,沿軸線方向聯(lián)通的微小距離,能夠用圓周上的讀數(shù)表示下來。螺旋測(cè)微器的精密螺紋的斜度是0.5mm,可動(dòng)刻度有50個(gè)等分刻度,可動(dòng)刻度旋轉(zhuǎn)一周,測(cè)微螺桿可前進(jìn)或退后0.5mm,因而旋轉(zhuǎn)每位小分度,相當(dāng)于測(cè)微螺桿前進(jìn)或推后0.5/50=0.01mm。可見,可動(dòng)刻度每一小分度表示0.01mm,所以螺旋測(cè)微器可確切到0.01mm。因?yàn)槟軌蛟俟雷x一位,可讀到毫米的千分位,故亦稱卡尺。
檢測(cè)時(shí),當(dāng)測(cè)砧和測(cè)微螺桿伸直時(shí),可動(dòng)刻度的零點(diǎn)若剛好與固定刻度的零點(diǎn)重合,旋出測(cè)微螺桿,并使測(cè)砧和測(cè)微螺桿的面剛好接觸待測(cè)厚度的兩端,注意不可用力旋轉(zhuǎn)否則檢測(cè)不確切,馬上接觸到檢測(cè)面時(shí)漸漸旋轉(zhuǎn)左右面的棘輪轉(zhuǎn)柄直到傳聲咔咔的聲響,這么測(cè)微螺桿往右聯(lián)通的距離就是所測(cè)的厚度。這個(gè)距離的整毫米數(shù)由固定刻度上讀出,小數(shù)部份則由可動(dòng)刻度讀出。
注意事項(xiàng):
1、測(cè)量時(shí),注意要在測(cè)微螺桿快緊靠被測(cè)物體時(shí)應(yīng)停止使用旋鈕,而改用微調(diào)旋鈕,防止形成過大的壓力,既可使檢測(cè)結(jié)果精確螺旋測(cè)微器讀法圖解,又能保護(hù)螺旋測(cè)微器。
2、在讀數(shù)時(shí),要注意固定刻度尺上表示半毫米的刻線是否早已漏出。
3、讀數(shù)時(shí),千分位有一位估讀數(shù)字,不能隨意丟棄,雖然固定刻度的零點(diǎn)剛好與可動(dòng)刻度的某一刻度線對(duì)齊,千分位上也應(yīng)讀取為“0”。
4、當(dāng)小砧和測(cè)微螺桿弓步時(shí),可動(dòng)刻度的零點(diǎn)與固定刻度的零點(diǎn)不相重合,將出現(xiàn)零偏差,應(yīng)加以修正,即在最后測(cè)寬度的讀數(shù)上除去零偏差的數(shù)值。
使用保養(yǎng)”
1、檢查零值線是否確切;
2、測(cè)量時(shí)需把型腔被檢測(cè)面擦干凈;
3、工件較大時(shí)應(yīng)置于V型鐵或平板上檢測(cè);
4、測(cè)量前將檢測(cè)桿和砧座擦干凈;
5、擰活動(dòng)套筒時(shí)需用棘輪裝置;
6、不要擰松后蓋,以免引起零值線改變;
7、不要在固定套筒和活動(dòng)套筒間加入普通防凍液;
8、用后擦凈上油,倒入專用盒內(nèi),放在干燥處。