百分表是一種用于檢測加工精度要求較高的螺孔規格的精密量具,其檢測精度可達到0.01mm根據檢測范圍可以分為0~25mm、25~50mm、50~75mm、75~100mm、100~l25mm等多種。其實卡尺的尺寸不同,但每一種卡尺的檢測范圍均為25mm。
卡尺的構造(圖解)
1一尺架:2一測礎:3一測微螺桿:4一固定套筒:5一微分筒:6一測力裝置:7一鎖緊裝置
卡尺的工作原理卡尺是根據螺旋放大的原理制成的,即螺桿在螺絲中旋轉一周,螺桿便順著旋轉軸線方往前進或退后一個斜度的距離。因而,沿軸線方向聯通的微小距離,才能用圓周上的讀數表示下來。
卡尺的精密螺紋的斜度是0.5mm,可動刻度有50個等分刻度,可動刻度旋轉一周,測微螺桿可前進或退后0.5mm,因而旋轉每位小分度,相當于測微螺桿前進或退后這0.5/50=0.01mm。可見,可動刻度每一小分度表示0.01mm,所以以螺旋測微器可確切到0.01mm。因為能夠再估讀一位,可讀到毫米的千分位,所以卡尺這個名子也是如此來的。
卡尺的使用方式(圖解)使用前應先檢測零點:
緩緩轉動微調旋鈕D′,使測桿(F)和測砧(A)接觸,到棘輪發出聲音為止螺旋測微器怎么讀數,此時可動尺(活動套筒)上的零刻線應該和固定套筒上的基準線(長橫線)對正,否則有零偏差。
卡尺偏差檢測
①將卡尺測砧表面擦洗干凈
②旋轉棘輪盤,使兩個測砧先靠攏,直至棘輪發出2~3響“咔咔”聲響,這時檢視指示值
③微分筒后端應與固定套筒的“0”線對齊
④微分筒的“0”線應與固定套筒的基線對齊⑤若二者中有一個“0”線不能對齊,則該卡尺有偏差,應予檢調后才會檢測
使用方式
①將型腔被測表面擦洗干凈,并放在卡尺兩測砧之間,使卡尺測微螺桿軸線與型腔中心線垂直或平行,若下陷著檢測,則直接影響檢測的確切性
②旋轉旋鈕,使測砧與型腔檢測表面接近,這時改用旋轉棘輪盤,直至棘輪發出“咔咔”聲響為止,此時的指示數值就是所檢測的螺孔規格
③測量完畢,放倒微分筒后,取下卡尺
④使用完畢,應將卡尺擦洗干凈,保持清潔,并涂擦一薄層工業蜂蠟,之后倒入盒內保存。嚴禁重壓、彎曲卡尺,且兩測砧不得接觸,以免影響卡尺精度。
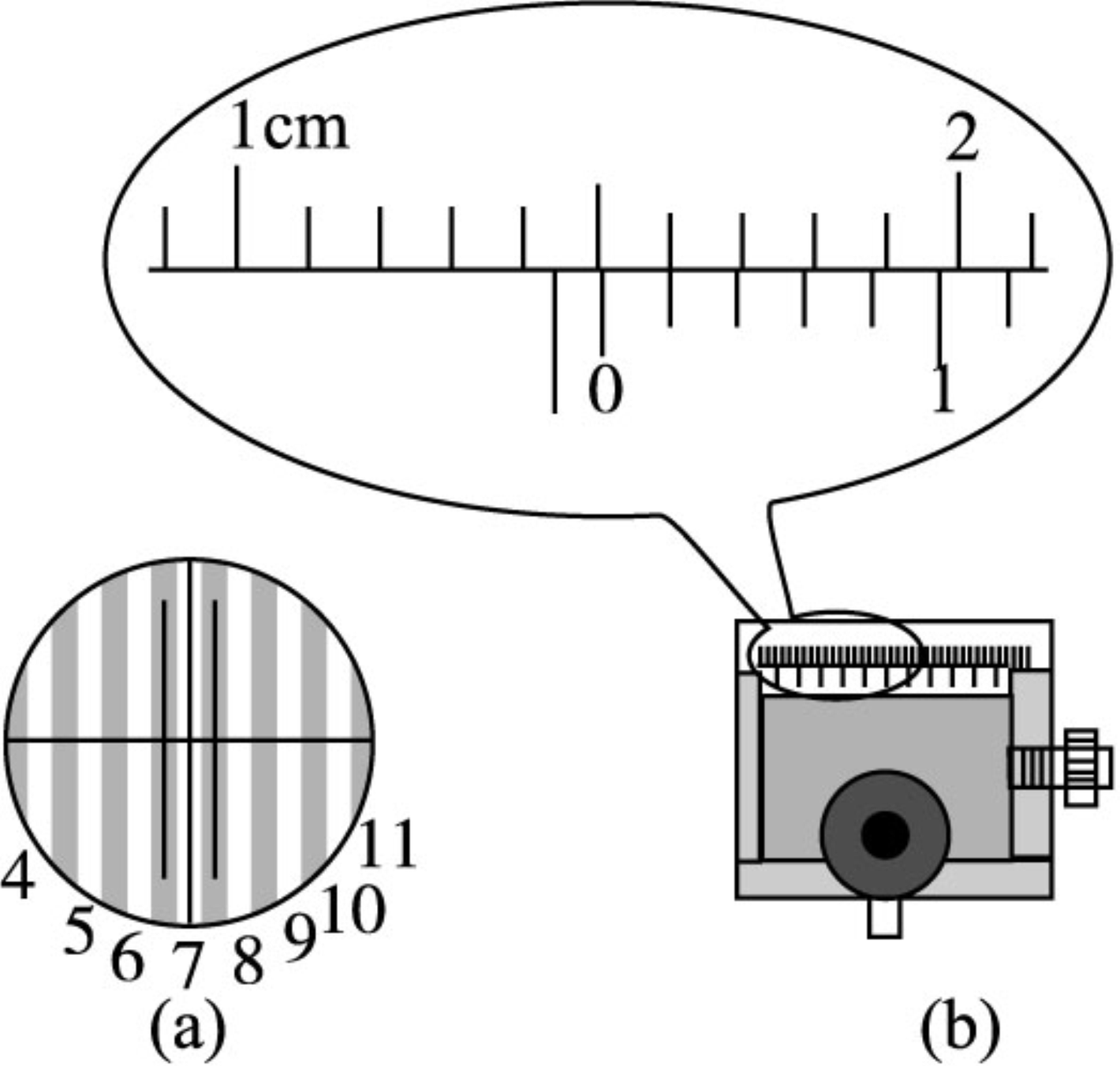
卡尺的讀數方式①從固定套筒上漏出的刻線讀出型腔的毫米整數和半毫米整數
②從微分筒上由固定套筒橫向線對準的刻數讀出型腔的小數部份(百分之幾毫米)螺旋測微器怎么讀數,不足一格數(千分之幾毫米),可用計算讀法確定
③將兩次讀數相減就是錐面的檢測規格
簡單來說就是
1、先讀固定刻度
2、再讀半刻度,若半刻度線已漏出,記作0.5mm;若半刻度線未漏出,記作0.0mm;
3、再讀可動刻度(注意估讀)。記作n×0.01mm;
4、最終讀數結果為固定刻度+半刻度+可動刻度
卡尺如何讀數(圖解)
卡尺正確讀數事例
卡尺的使用注意事項·測量前,卡尺和錐面放置在溫度下足夠長的時間,使其體溫均衡。
檢測前調整起點(零),采用不起球的紙去拭擦測砧和測微螺桿的檢測面。
·測量時,仔細檢測類型、測量范圍、精度和其他尺寸,為您的用途選擇合適的機型。
注意要在測微螺桿快緊靠被測物體時應停止使用旋鈕,而改用微調旋鈕,防止形成過大的壓力,既可使檢測結果精確,又能保護卡尺。
·在讀數時,要注意固定刻度尺上表示半毫米的刻線是否早已漏出。讀取微分筒刻線時直視基準線。倘若從某個角度看刻度線,因為視覺偏差將不會讀取線的正確位置。
·讀數時,千分位有一位估讀數字,不能隨意丟棄,雖然固定刻度的零點恰好與可動刻度的某一刻度線對齊,千分位上也應讀取為“0”。
·當小砧和測微螺桿弓步時,可動刻度的零點與固定刻度的零點不相重合,將出現零偏差,應加以修正,即在最后測寬度的讀數上除去零偏差的數值。
·注意卡尺不要摔落或碰撞任何東西。不要過度使勁旋轉卡尺測微螺桿。假如覺得意外誤操作造成卡尺可能已損毀,使用前須要進一步檢測其精度。
·存放注意事項:儲存時防止陽光直射。儲存在通風性良好、低溫度的場所。儲存在沒有塵土的場所。假如儲存在袋子或其它容器中,袋子或容器不能放到地上。儲存期間,檢測面之間應當留有0.1mm到1mm的縫隙。不要將卡尺在夾緊的狀態下儲存。